殘余應(yīng)力的測(cè)量
 來(lái)源:天氏庫(kù)力 發(fā)布日期
2022-12-20 瀏覽:
來(lái)源:天氏庫(kù)力 發(fā)布日期
2022-12-20 瀏覽:
1.什么是殘余應(yīng)力
首先來(lái)一段官方的定義:殘余應(yīng)力(Resudual Stress)是工件在制造過(guò)程中�����,將受到來(lái)自各種工藝等因素的作用與影響�;當(dāng)這些因素消失之后,若構(gòu)件所受到的上述作用與影響不能隨之而完全消失��,仍有部分作用與影響殘留在構(gòu)件內(nèi)���,則這種殘留的作用與影響就是殘余應(yīng)力�。
換個(gè)通俗的方式跟大家講�。比如說(shuō)一個(gè)人之前很瘦,買(mǎi)了一條L號(hào)的牛仔褲��,然而過(guò)了年吃成了大胖子�����,這時(shí)候再穿這條牛仔褲,由于人長(zhǎng)胖了而褲子沒(méi)變�����,因此他就會(huì)覺(jué)得褲子太緊了����,這時(shí)候身體與褲子之間就有了很強(qiáng)的作用力,如果用力過(guò)猛很容易把褲子撕破�,這種破壞力就是殘余應(yīng)力的作用效果。
從能量作功的角度來(lái)理解���,外力使物體發(fā)生塑性變形時(shí)會(huì)導(dǎo)致物體內(nèi)部發(fā)生變形���,因而積累一部分能量,當(dāng)外力消除后�,內(nèi)部應(yīng)力分布不均勻的能量要進(jìn)行釋放,如果物體的脆性地�����,則物體會(huì)緩慢變形�����,脆性高則形成裂紋。
殘余應(yīng)力在機(jī)械制造中非常常見(jiàn)��,往往各個(gè)工藝都會(huì)產(chǎn)生殘余應(yīng)力���。不過(guò),從本質(zhì)上講�,產(chǎn)生殘余應(yīng)力的原因可以歸結(jié)成三類:
第一類:不均勻的塑性變形 第二類:不均勻的溫度變化 第三類:不均勻的相變。
2.殘余應(yīng)力的危害
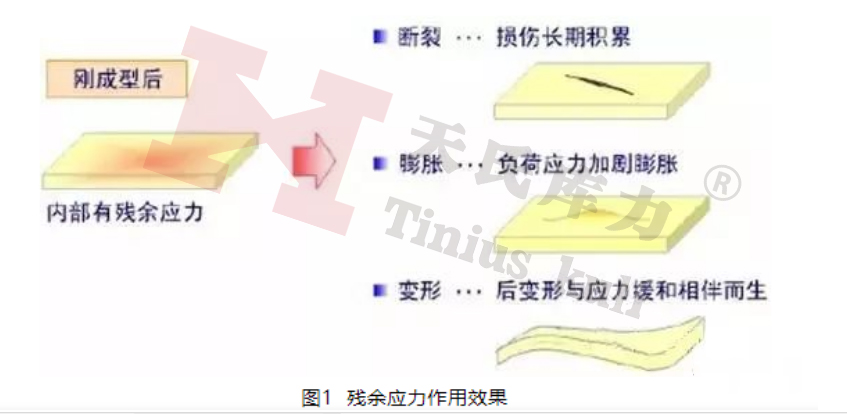
從殘余應(yīng)力的分類可以看出�����,殘余應(yīng)力會(huì)引起物體緩慢變形���,導(dǎo)致物體尺寸的改變�����,導(dǎo)致物體尺寸的改變���,導(dǎo)致機(jī)械加工工件尺寸不合格,儀器生產(chǎn)中導(dǎo)致整臺(tái)儀器喪失精度成為廢品�,鑄造鍛造工件出現(xiàn)裂紋甚至斷裂,同時(shí)對(duì)其疲勞強(qiáng)度��、抗應(yīng)力腐蝕能力、尺寸穩(wěn)定性和使用壽命等���,也有著十分重要的影響�����。
鑄件在冷卻的過(guò)程中�����,由于工藝的不合理導(dǎo)致冷卻不均勻而產(chǎn)生殘余熱應(yīng)力導(dǎo)致鑄件斷裂�����。

鑄件冷卻時(shí)斷裂
熱處理的淬火過(guò)程中�����,過(guò)冷奧氏體進(jìn)行馬氏體轉(zhuǎn)變時(shí)容易導(dǎo)致材料斷裂���。
 淬火過(guò)程金屬斷裂
淬火過(guò)程金屬斷裂
殘余應(yīng)力的測(cè)量
對(duì)于殘余應(yīng)力的測(cè)量,從大類上可以分為機(jī)械法�、化學(xué)法和X射線法三種。
1.機(jī)械法
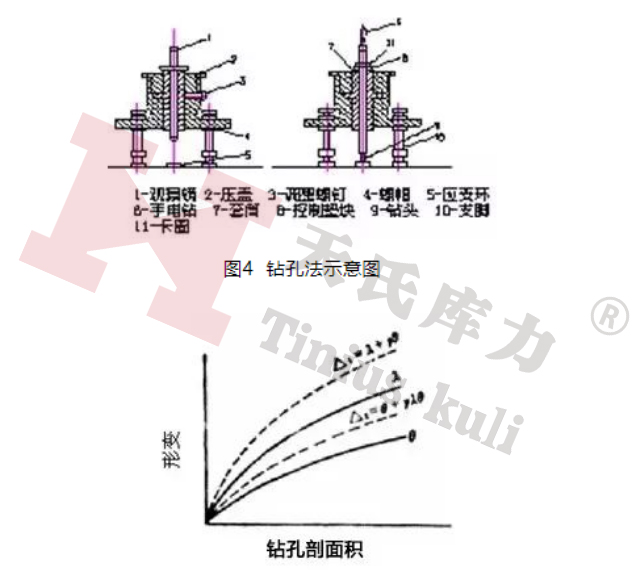
機(jī)械法中最為常見(jiàn)的鉆孔法(也稱盲孔法)操作時(shí)從物體上截取一段長(zhǎng)度為其直徑3倍的棒材(或管材)在其中心鉆一通孔�����,然后用膛桿或鉆頭從內(nèi)部逐次去除一薄層金屬,每次去除約5%的斷面積�,去除后測(cè)量試樣長(zhǎng)度的延伸率和直徑的延伸率。
繪制這些數(shù)值與鉆孔剖面積的關(guān)系曲線�,用作圖法求出曲線上任意一點(diǎn)的到處���,表征延伸率與鉆孔剖面的變化率��,然后代入相應(yīng)的應(yīng)力公式即可得到殘余應(yīng)力值��。
化學(xué)法
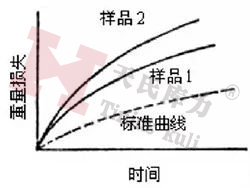
化學(xué)法有兩種思想���。一種想法是將試樣浸入到適當(dāng)?shù)娜芤褐校瑴y(cè)量出自開(kāi)始侵蝕到發(fā)現(xiàn)裂紋的經(jīng)過(guò)時(shí)間��,按此經(jīng)過(guò)的時(shí)間來(lái)判斷殘余應(yīng)力的大小�����,所用的溶液����,對(duì)于含錫青銅可用水銀及含水銀的鹽類��,對(duì)于鋼可用弱堿及硝酸鹽類����。另一種想法是將試樣吊浸在適當(dāng)?shù)娜芤豪?���,隔一定時(shí)間來(lái)稱其重量。這樣就可以得到一個(gè)重量減小量與經(jīng)過(guò)時(shí)間的關(guān)系曲線����,與標(biāo)準(zhǔn)曲線相比較,以判定其殘余應(yīng)力的大小�,所得到的曲線的位置比標(biāo)準(zhǔn)曲線越高。則表示物體內(nèi)的殘余應(yīng)力越大�。
X射線法
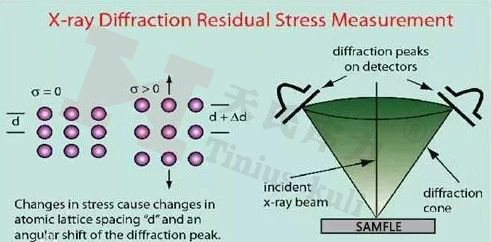
X射線法可利用X射線穿透金屬件,其中勞埃法是通過(guò)干擾斑點(diǎn)形狀的變化來(lái)定性地確定殘余應(yīng)力�。
當(dāng)無(wú)殘余應(yīng)力存在時(shí),各干擾斑點(diǎn)呈點(diǎn)狀分布��。有殘余應(yīng)力時(shí)�,各干擾斑點(diǎn)伸長(zhǎng),呈“星芒”狀��。
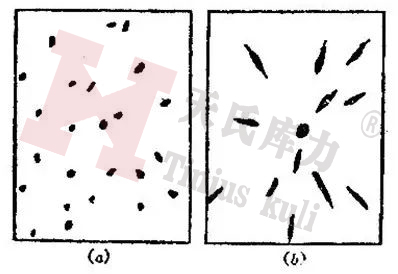 (a)無(wú)殘余應(yīng)力 (b)殘余應(yīng)力存在
(a)無(wú)殘余應(yīng)力 (b)殘余應(yīng)力存在
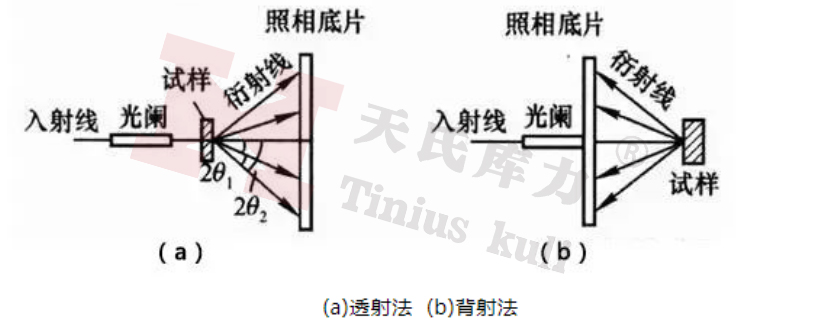
德拜法可以定量地測(cè)出所存在的殘余應(yīng)力��,具體可根據(jù)德拜圖上衍射射線條位置、射線線條寬度和強(qiáng)度的變化來(lái)確定�����。
總結(jié)以下�,機(jī)械法和化學(xué)法是有損測(cè)試方法,需要對(duì)待測(cè)物體局部取樣��,而且測(cè)試后損壞不可逆���。X射線是一種無(wú)損測(cè)試方法,可保持物體的完整性����。機(jī)械法能夠較為精確的確定殘余應(yīng)力的大小和分布,一般適用于棒形和管形的物體��?��;瘜W(xué)法適用于金屬絲����、薄片類型的物體����,但化學(xué)法只能進(jìn)行定性判斷���,很難做到定量描述。X射線雖然是一種“非破壞性”的方法�����,但此方法僅適用于能夠給出較清晰敏銳的衍射線條的某些材料����,并由于X射線的投射能力較小,智能探明物體接近表面部分的情況�。
殘余應(yīng)力的消除
既然殘余應(yīng)力危害這么多,那么行之有效的消除方法就顯得十分必要了�。消除方法有熱處理、靜載荷加壓����、振動(dòng)時(shí)效和機(jī)械處理四種方法。
熱處理就是利用殘余應(yīng)力的熱松弛效應(yīng)消除或降低殘余應(yīng)力����,一般采用退火、回火等方式進(jìn)行處理�����。
靜載荷加壓,就是使工件產(chǎn)生整體或局部�����、甚至微區(qū)的塑性變形來(lái)調(diào)整工件的殘余應(yīng)力�����。例如大型壓力容器��,在焊接之后�,在其內(nèi)部加壓,即所謂的“脹形”�����,使焊接接頭發(fā)生微量塑性變形�,以減小焊接殘余應(yīng)力�����。
振動(dòng)時(shí)效���,英文叫做Vibration Stress Relief���,簡(jiǎn)稱VSR�����。振動(dòng)時(shí)效處理是工程材料常用的一種消除其內(nèi)部殘余內(nèi)應(yīng)力的方法��,是通過(guò)振動(dòng)���,使工件內(nèi)部殘余的內(nèi)應(yīng)力和附加的振動(dòng)應(yīng)力的矢量和達(dá)到超過(guò)材料屈服強(qiáng)度的時(shí)候,使材料發(fā)生微量的塑性變形�����,從而使材料內(nèi)部的內(nèi)應(yīng)力得以松弛和減輕��。
機(jī)械處理���,就是利用物體表面產(chǎn)生很小的塑性變形的方法來(lái)減小殘余應(yīng)力�,包括零件彼此碰撞���、表面滾壓�����、表面拉制以及模具中表面校形精壓等�。例如打鐵的好處之一就是消除殘余應(yīng)力。
推薦閱讀
【本文標(biāo)簽】:殘余,應(yīng)力,的,測(cè)量,什么,是,殘余,應(yīng)力,首,先來(lái),一段,
【責(zé)任編輯】:天氏庫(kù)力 版權(quán)所有:http://m.qbif.cn/轉(zhuǎn)載請(qǐng)注明出處






力")